





 APPROVED
APPROVED Tube Inspection Crew Supply
Techniques-Eddy current testing (ECT)
Non-destructive testing of tubing and surfaces relies on several techniques, which often depend on the application and the materials involved. By utilizing a single or combination of the following testing technologies, PWHT has all the capabilities to inspect your tubular equipment according to your national and international standards.
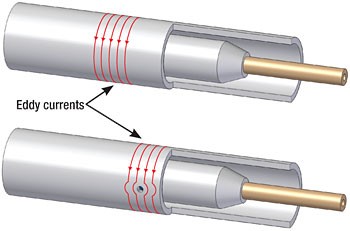
Eddy Current Testing (ECT) This is the most common technique utilized for the inspection of non-ferrous tubing, the technology is very reliable and can determine tube condition in relation to general wall reduction and the presence of local defects such as pitting and cracking with a high probability of detection when using the correct probes. Standard inspection technique for smooth tubing utilizes two separate channels for data acquisition; Absolute (wall reduction) and Differential (local defects). When inspecting finned tubing (chillers) an A/C probe is used to reduce noise associated with fins. Detailed analysis can be performed using software tools which can determine location of defects in relation to ID/OD of tube wall by Phase Analysis from depth curves which are generated from calibration standard. Software tools also allowing for mixing of baffle signature to evaluate flaws hidden behind baffle supports
Scheduled shutdowns present an opportunity for planned inspection programs which enable continued operation of critical plant equipment by minimizing unexpected failures. Prior to deciding which techniques are most suitable for your needs the following items should be considered: number of tubes to be inspected; cleanliness of tubes and time available for inspection.
Techniques- IRIS – Internal Rotary Inspection System
Non-destructive testing of tubing and surfaces relies on several techniques, which often depend on the application and the materials involved. By utilizing a single or combination of the following testing technologies, PWHT has all the capabilities to inspect your tubular equipment according to your national and international standards.
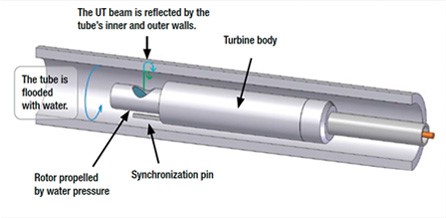
IRIS – Internal Rotary Inspection System: This is an ultrasonic technique for condition assessment of tubing of all materials with a tube wall thickness greater than 1mm. The technology can precisely measure remaining wall thickness from corrosion, erosion, pitting and wear associated with baffle supports. However it requires a very high standard of cleaning and is a much slower technique than the ECT or RFT test methods. It is not possible to detect cracking with IRIS. The system uses a rotating turbine head with a transducer sending a single into tube wall via an angular mirror. The image displayed can be seen as a B-Scan (Cross-sectional view) and also in a C-Scan (Development of Longitudinal axis of tube).
Scheduled shutdowns present an opportunity for planned inspection programs which enable continued operation of critical plant equipment by minimizing unexpected failures. Prior to deciding which techniques are most suitable for your needs the following items should be considered: number of tubes to be inspected; cleanliness of tubes and time available for inspection.
Techniques-Near-field testing (NFT)
Non-destructive testing of tubing and surfaces relies on several techniques, which often depend on the application and the materials involved. By utilizing a single or combination of the following testing technologies, PWHT has all the capabilities to inspect your tubular equipment according to your national and international standards.
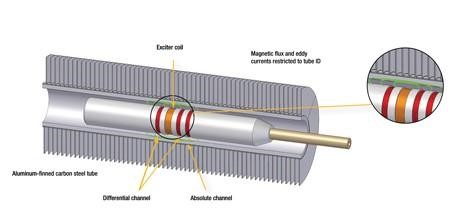
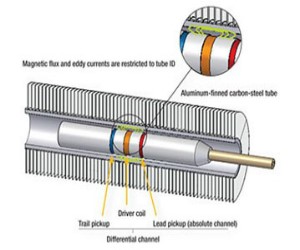
NFT NDT can be used to inspect any conducting tubular product, but it is generally considered to be less sensitive than conventional eddy current techniques when inspecting non-ferromagnetic materials. Near Field Testing (NFT) technology is a rapid and cost-effective solution intended specifically for fin fan cooler inspection on carbon-steel tubing. This new technology relies on a simple driver-pickup eddy current probe design that provides very simple signal analysis. NFT is specifically suited to the detection of internal corrosion, erosion or pitting in carbon steel tubing.
Scheduled shutdowns present an opportunity for planned inspection programs which enable continued operation of critical plant equipment by minimizing unexpected failures. Prior to deciding which techniques are most suitable for your needs the following items should be considered: number of tubes to be inspected; cleanliness of tubes and time available for inspection.
Techniques- Magnetic flux leakage (MFL)
Non-destructive testing of tubing and surfaces relies on several techniques, which often depend on the application and the materials involved. By utilizing a single or combination of the following testing technologies, PWHT has all the capabilities to inspect your tubular equipment according to your national and international standards.
Magnetic flux leakage (MFL) is a tube-testing technique primarily designed for the rapid testing of ferromagnetic tubes with non-ferromagnetic fins wrapped around them, such as in air fin coolers. Two strong magnets generate a static magnetic field that saturates the tube wall (Fig. 1 ). When a flaw (pitting, wall loss, etc.) is located between the two magnets, the magnetic flux in the tube wall is disturbed and a small amount of flux will leak into the inner tube. This leakage of flux is detected by the coils placed between the magnets. The variation of the flux leakage induces current in the coils, thereby causing a signal output. This signal output can be used to provide information on any wall-thickness reduction in the tube. Magnetic flux leakage (MFL) is mainly applied in the inspection of air fin coolers, but it can also be used for inspecting bare tubes with diameters of one inch (2.5cm) and above.
Scheduled shutdowns present an opportunity for planned inspection programs which enable continued operation of critical plant equipment by minimizing unexpected failures. Prior to deciding which techniques are most suitable for your needs the following items should be considered: number of tubes to be inspected; cleanliness of tubes and time available for inspection.
Techniques-Remote Field Testing (RFT)
Non-destructive testing of tubing and surfaces relies on several techniques, which often depend on the application and the materials involved. By utilizing a single or combination of the following testing technologies, PWHT has all the capabilities to inspect your tubular equipment according to your national and international standards.
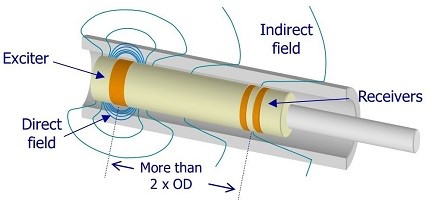
Remote Field Testing (RFT): This is a fast reliable screening tool for the condition assessment of ferrous tubing (carbon steel, ferritic stainless steel and Duplex). Works typically at very low frequencies (100 Hz to 1 kHz) and very high signal gains (> 80 dB) can inspect up to 12 mm (1/2 in.) of carbon steel pipe. Typically two channels are used for examination, Absolute for wall thinning and Differential for localized defects RFT is very good at wall thinning measurement but less performing to pitting (as compared to ECT). To improve inspection results it is always advised to perform cleaning of the internal bore of tubes with some form of water jet lancing tool.
Scheduled shutdowns present an opportunity for planned inspection programs which enable continued operation of critical plant equipment by minimizing unexpected failures. Prior to deciding which techniques are most suitable for your needs the following items should be considered: number of tubes to be inspected; cleanliness of tubes and time available for inspection.
Techniques-Acoustic Pulse Reflectometry (APR)
Non-destructive testing of tubing and surfaces relies on several techniques, which often depend on the application and the materials involved. By utilizing a single or combination of the following testing technologies, PWHT has all the capabilities to inspect your tubular equipment according to your national and international standards.

Acoustic Pulse Reflectometry (APR) is a technology dealing with propagation of specially designed acoustic waves in tubes. Changes in the tube cross-section generate reflections. Identifying and analyzing those reflections enable monitoring of the tube integrity. This analysis is based on the fact that every defect has its unique signature. This is schematically shown below along with a schematic of reflection signatures of typical flaws such as holes/leakages.
Scheduled shutdowns present an opportunity for planned inspection programs which enable continued operation of critical plant equipment by minimizing unexpected failures. Prior to deciding which techniques are most suitable for your needs the following items should be considered: number of tubes to be inspected; cleanliness of tubes and time available for inspection.